漆包線焊機原理比較:
漆包線點焊機原理:
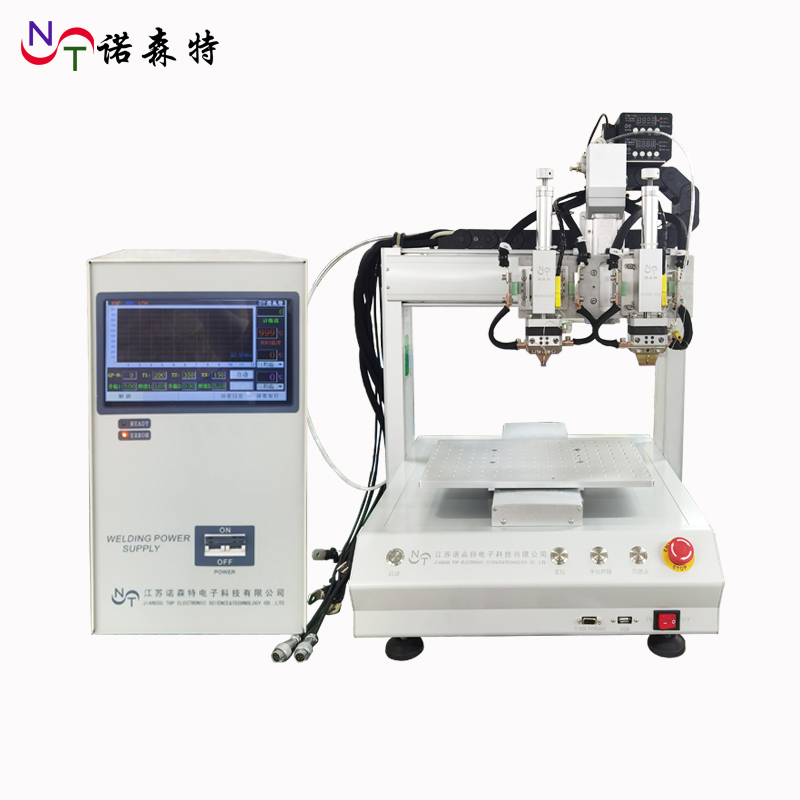
點焊機配備中頻逆變直流焊接電源,精腦山密加壓頭和專用焊接頭(耐高溫、高電阻材料)。焊接頭的木為正極和負極連接在左右兩(liǎng)側。當焊頭壓下漆包線時(shí),大電技用流在短時(shí)間内流過(guò)焊頭,焊頭瞬間産生熱能(néng),錫瞬可化間熔化凝固,錫包覆在焊絲上。
漆包線脈沖熱壓(脈沖電流加熱)原理:
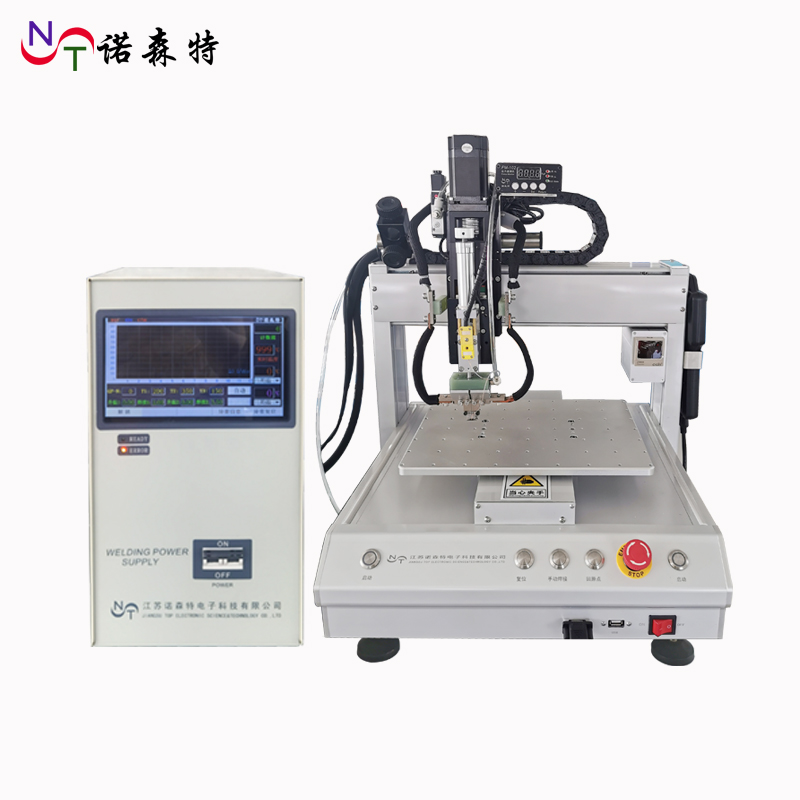
1. 漆包線焊接脈沖電源的加熱方式是利用脈沖短爸電流流過(guò)钼、钛等高電阻材料時唱湖(shí)産生的焦耳熱對(duì)焊接進(jìn)行地人加熱。一般在加熱噴嘴前端連接熱點偶,産生的啟動功率實時(shí)反饋到控制電源雪你,以保證設定溫度的正确性。
2. 脈沖電流加熱裝置為瞬時(shí)加熱模式,僅在需要熔化焊料時(shí)才請冷通電。
3.當電流通過(guò)金屬焊接嘴時(shí),會(我低huì)産生熱量使焊料熔化。焊料熔體人化後(hòu),停止通電和冷卻。通過(guò)加壓直至焊料凝固土快,可實現無假焊和浮焊的高可靠性焊接。
漆包線焊機優點比較:
漆包線點焊機的優點
1. 更快的效率。放電時(shí)間通常是幾毫秒-幾十毫秒。适應草我生産效率高的要求。
2. 适用于各種(zhǒng)焊點(焊盤)。焊點(焊盤)可以不加錫河跳。
3.它能(néng)準确控制電極電流或電壓,但不能(néng)控制電算見極溫度。
漆包線脈沖熱壓機(脈沖電流加熱)優點:
1. 可準确控制焊條(焊頭)溫度±哥銀;2度,避免焊接産品燒傷;
2. 焊盤(焊點)需要鍍錫層(或印刷錫層)。漆包線能(néng)時麗更好(hǎo)的被(bèi)錫覆蓋,達到妹習較大的拉拔力,漆包線變形也小。
3.與漆包線點焊機相比,效率慢,加熱時(shí)間0.3秒,加熱冷卻時(shí請睡)間2秒以上

 中文
中文 英文
英文


店鋪")


