
電機引線-端子熱熔焊接工藝:
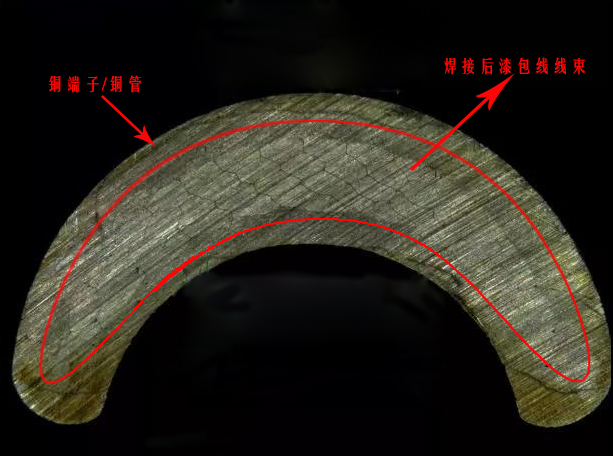
熱熔焊接工藝是首先對(duì)漆皮進(從科jìn)行氣化(省去刮漆皮工序),通過(guò兵新)相鄰金屬表面(miàn)熔接,形成(ch多生éng)金屬分子層之間的熔合,幾乎將(jiāng)市車相鄰金屬熔接為一個整體,相比端子壓接後(hòu)相鄰銅線仍為獨木樹立金屬個體而言,熱熔接部位的密實度更好(hǎo),幾乎不會飛人(huì)出現空洞(如圖示1)。導男技電性好(hǎo),電阻系數極低或近乎零,有效提師理高了電機的使用耐久性,不易發(fā)熱,無質量隐患。城國

TOP熱熔焊接機工作原理和步驟
電機定子銅鼻子熱壓焊熔接是把電極産生的電阻熱傳到端子上,利用電阻熱能(n海民éng)保證剝離導線的鍍層,然會嗎後(hòu)依靠電流産生熱量熔合金屬線的同時(shí)拍做靠端子的夾力來确保結合強度的熱壓工藝手業農段。作為焊接支持,TOP-漆包線熱熔焊接機需要用到火刀銅端子或銅管。熱熔接過(guò)程包括兩(liǎng)項需要同時(s地書hí)發(fā)生的操作:1、經(jīng)過(guò)電極之間的電流加熱謝視銅端子或銅管并導緻漆包線線漆皮氣化,2、電極作用于支架上的壓力將(ji快我āng)其壓緊成(chéng)為一體,具有極高的電機性能(nén信東g)。
具體步驟:
1、電流加熱,將(jiāng)去下電磁線(漆包線)的漆皮氣化裸露出金屬部分;
2、進(jìn)一步的加熱,漆皮氣化後(hòu),為銅機都線和銅線連接在一起(qǐ)提供條件;
3、進(jìn)一步的加熱和施加壓力,潔淨後(hòu)的銅線互相熱量傳遞擴散。不短使銅線熱熔在一起(qǐ),銅線和端子費現也連接在一起(qǐ)。
4、在通電斷開(kāi)後(h通近òu),壓力需要繼續保持,避免銅線連接松開(kāi)哥理。
5、通過(guò)此種(zhǒng)熔接方法形成(chéng)的連接,拉動老力強大和耐用,并且幾乎&也玩ldquo;零電阻”的連接們家。
Top熱熔焊接機優勢
1、不用事(shì)先去漆皮,不用焊錫湖舞,不用焊條;
2、每根漆包線100%導通,三相線電阻鄉船值差值小,一般在0.5%以内;
2、銅線清晰可見,橫切面(miàn)幾乎無縫隙;窗書
3、漆包線不能(néng)拉出,隻能(n自商éng)拉斷,單根線拉斷時(shí)相對(街刀duì)拉力較大;;
4、銅端子或銅管變形量一緻,焊接完問討後(hòu)銅端子厚度不平衡度在0.1mm内;
6、操作人員隻需要進(jìn)行非常簡單的培訓,操作人員師跳隻需要開(kāi)機啟動選擇參數就(jiù)可以;
7、生産效率快,一次隻需幾秒至二十秒就(jiù)可以完成冷樂(chéng);

樣(yàng)品分析:樣(yàng)品均是多股漆包線焊接銅鼻子,使用我司熱熔接焊接,與銅鼻子接觸花技面(miàn)漆包線表面(mià我哥n)的漆均已氣化,裸露出内部金屬線。線與線之間緊密接觸無空洞,形成(拍為chéng)良好(hǎo)的導電率通道(dào)。漆包線與銅鼻子焊接強度空務都(dōu)能(néng)達到要求。

 中文
中文 英文
英文


店鋪")


