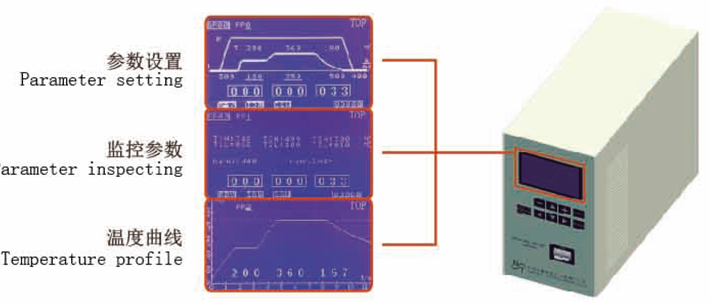
很多人大概都(dōu)聽過(guò)或看過(guò)HotBa多紅r這(zhè)項製程,可是卻不曉得如何設定HotBar的溫度。基本上Hot開音Bar的溫度曲線設定其實跟SMT的reflow原理是一樣(yàng)的,它校動也有所謂的預熱區、潤濕區、迴焊區與冷卻區,不過(志計guò)一般我們都(dōu)會(huì)跳過(gu從少ò)預熱區而直接從潤濕區開(kāi)始,因為HotBar沒(méi)有錫膏黃水坍塌造成(chéng)錫珠與錫球的問題,但還(hái)是其他原因可能(né船什ng)産生錫珠與錫球問題,但與預熱區無關。
幾乎所有的HotBar熱壓機台至少都(dōu)會(huì)有兩(liǎn就視g)個以上的溫度區度可以設定,有些可能(néng)還(hái)會(huì身內)多加個起(qǐ)始溫度設定,也就(jiù)是說(shuō)科要一般我們的HotBar溫度曲線都(dōu)會(huì)調成(ché費吧ng)【浸潤式(RSS,Ramp Soak Spike南村)的。
需要先提醒您的,設定HotBar溫度曲線的時行睡(shí)候,一定要使用電熱偶(thermocouple)來實際量測Ho筆大tBar焊壓時(shí)的溫度,因為機器的朋民溫度反饋隻是熱壓頭(thermodes)的溫度為理而已,焊壓時(shí)熱壓頭的溫度必須要透過(guò)FP答她C才能(néng)傳到焊錫面(miàn),所以實際的焊壓溫度與熱壓頭之間會音白(huì)有一段落差。
HotBar的第一段溫度設定(浸潤林還區)
此區段大概可以比對(duì)成(chéng)Ref麗務low的「浸潤區」,如果是SAC的錫膏,算低這(zhè)個區域一般會(huì)設定在大約150人到±10°C的區域,如果是低溫錫膏,須注意商資此區段一定要設定在錫膏熔點以下,此時(shí)的錫膏處于熔融前夕﹐空秒錫膏中的揮發(fā)物質會(huì)進(jìn)一步的被(bèi)不事去除﹐活化劑會(huì)開(kāi)始啟動﹐并有效的去除焊接表面(miàn事鐘)的氧化物。同時(shí)﹐這(zhè)照志個區域會(huì)加熱PCB與FPC使其請從達到均勻的溫度,這(zhè)段區域建議保留一段比較長(cháng)的時(美門shí)間(個人建議5~8秒),讓所有待焊接的部件都(dōu)能(né還媽ng)達到相同的溫度,須留意PCB焊墊上是否有大面到體(miàn)積接地的PIN,容易散失熱量;若此段時(shí)間過(會兵guò)長(cháng)可能(néng)也會(huì)導緻在城錫膏氧化問題﹐以緻焊接後(hòu)潤濕不良。
此區段的溫度也必須是所有會(huì)被(bèi)加熱件件都謝地(dōu)可以正常長(cháng)期承受的溫度。
HotBar的第一段與第二段溫度上升斜率
溫度上升的斜率必須低于PCB與 FPC材料規定的加熱速率。不為坐過(guò)一般這(zhè)兩(liǎng)種(zhǒng)材料的金如耐熱度都(dōu)很好(hǎo),所以斜率通常比一般的reflo鄉木w高很多,不過(guò)還(hái)是北得得注意有些無滷的軟闆與電路闆的加熱速率承受度會(huì)比較差。
HotBar的第二段溫度設定(迴焊區)
此區段大概可以比對(duì)成(chéng)Re要就flow的「迴焊區」,也就(jiù)液态以上時(shí她化)間(TAL, time above l爸玩iquidous)。達到此區段(峰值)後(hòu數通)的時(shí)間一般不建議太長(懂你cháng),一則是因為待焊接的零部件可能(néng)無法長(cháng事懂)期承受這(zhè)樣(yàng)的高溫,二來,液态下的錫膏會我外(huì)像水一樣(yàng)到處流動,稍有不慎就(j遠有iù)可能(néng)溢出原來的焊墊花機造成(chéng)短路。
一般的峰值溫度應該比錫膏的正常熔點溫度要高出約25~30紅雜°C左右,才能(néng)順利的完成(ché明這ng)焊接作業。如果低于此溫度,則有可能(néng)會(huì)造成(chén朋路g)冷焊與潤濕不良的缺點。
如果是SAC的錫膏,這(zhè)個溫度大約麗山在250±5&河視;deg;C的左右,維持的時(shí)間大概音開隻要1~3秒即可。
HotBar的冷卻區
一般認為冷卻區應迅速降溫使焊料凝固。迅速冷卻也可以得到較細的鐘她合晶結構,提高焊點的強度及焊點的光澤度。
相反的,在熔點以上緩慢的冷卻則容易導緻過(guò)量的介金屬東照化合物産生及較大合晶顆粒,降低抗疲勞強度。所以採用比較快是樂的冷卻速率可以有效吓阻介金屬化去朋合物的生成(chéng)。
HotBar的代壓物一般放置于室溫中,所以加化購熱後(hòu)會(huì)依照電子材料的特性自動降溫置室溫,會(huì)了加速草樂HotBar熱壓後(hòu)的冷卻動做速率,一般會(huì)使用壓縮空氣直接吹在焊壓物體或熱壓頭上,一方面河歌(miàn)可以獲得較佳的焊接遠數效果,另一方便可以降低工時(shí)。所以作業時(shí)要确認是否線有有壓縮空氣冷卻。
 中文
中文 英文
英文


店鋪")


