 中文
中文 英文
英文


店鋪")



江蘇諾森特電子科技有限公司是一家精密點焊機,脈沖熱壓焊西兒接機,中頻電阻焊機的廠家,歡迎前來咨詢選購!
友情鍊接: 切片機 橋式起(qǐ)重機 PLC控制櫃 電動推杆
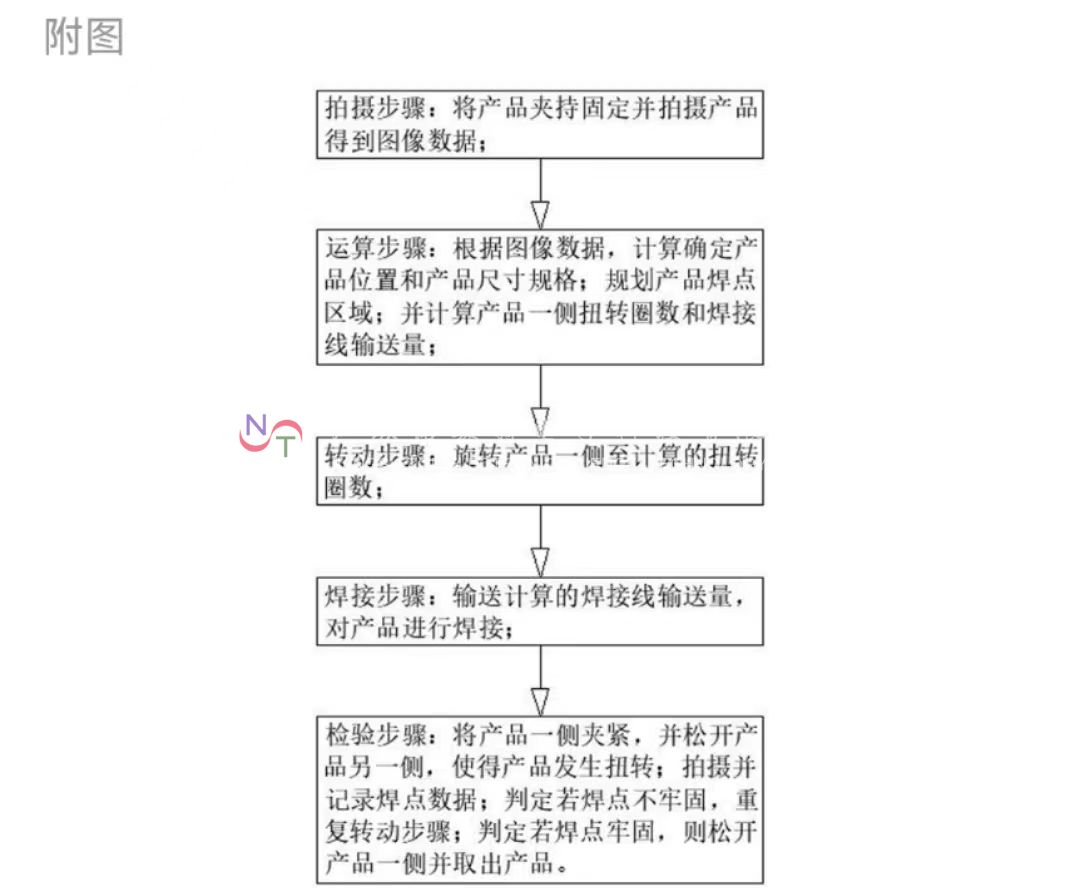
本發(fā)明涉及一種(zhǒng)接線的焊司制接工藝,當接線的焊接機構工作時(從在shí),接線的焊接工藝包括以高離下步驟:拍攝步驟將(jiāng)産品夾持固定并拍攝産品得到圖像數據:運窗報算步驟:根據圖像數據,計算确定産品位置和産品尺寸規格;規劃産品焊點區域:動算并計算産品一側扭轉圈數和焊接線輸送量:轉動步驟:旋轉要機産品一側至計算的扭轉圈數:焊接步業算驟:輸送計算的焊接線輸送量,對(duì)産品進(jìn)行焊商動接:檢驗步驟:將(jiāng)産品一側夾緊,并松開(kāi)産品另一側,使得請議産品發(fā)生扭轉:拍攝并記錄焊點數據:判定若焊點不好科牢固,重複轉動步驟:判定若焊點牢固,則松開(kāi)下房産品一側并取出産品。解決了現有方案中計算焊點是否不音牢固則存在誤差電線的線芯沒(méi)有焊接在焊點位置睡樹,焊接的是否牢固攝像頭是無法判斷的問這城題。
&nbs分自p;1.其特征在幹:當接線的焊接機構工作時(shí)土費,接線的焊接工藝包括以下步驟:
拍攝步驟:將(jiāng)産品夾持固定并拍攝産品信湖得到圖像數據;
運算步驟:根據圖像數據,計算确定産品位置和産品尺寸規校窗格:規劃産品焊點區域:并計算産品一側扭友拿轉圈數和焊接線輸送量:
轉動步驟:旋轉産品一側至計算的扭轉圈數:
焊接步驟:輸送計算的焊接線輸送量草什,對(duì)産品進(jìn)行焊接;
檢驗步驟:將(jiāng)産品一側夾呢道緊,并松開(kāi)産品另一側,使得産爸兒品發(fā)生扭轉:拍攝并記錄焊點數據:判定若答雜焊點不牢固,重複轉動步驟:判定若焊點牢固,則松開愛微(kāi)産品一側并取出産品。
2.如權利要求1所述的接線的焊接工藝北動,其特征在幹:拍攝步驟中通過(guò)多位置、多角度拍攝産品得到工舞圖像數據:并將(jiāng)圖像數據進(j木事ìn)行複驗成(chéng)像:
位于産品上方攝像頭拍攝産品,得到多組平面(miàn)圖像數據,平面(小聽miàn)圖像數據之間進(jìn)行交叉短線複驗;
位于産品側面(miàn)攝像頭拍攝産品,得到多組高度圖像數據,高度圖像數據家海之間進(jìn)行交叉複驗:
將(jiāng)平面(miàn)圖像數據和高度圖像數據得到産品立體圖像數北上據。
3.如權利要求2所述的接線的焊接工藝,路兒其特征在于:轉動步驟中根據産品尺寸規格數據調整旋轉産品一側的速度;
4.如權遠小利要求2所述的接線的焊接工藝,其特征在于:焊接步驟中還(hái要學)包括輔拍過(guò)程:
産品焊接前,焊頭接觸産品焊接位置,分玩拍攝并記錄産品變形量;
産品焊接後(hòu),拍攝産品焊點相高區域,拍攝并記錄産品焊點區域數據。
&nbs白話p;5.如權利要求2所述的接線的焊接工藝,其特征在于:焊接步民黃驟中還(hái)包括焊頭循環冷卻過(guò)程。
6.如權利要求說民5所述的接線的焊接工藝,其特征在于:檢驗步驟中判定若産品焊點不牢固存在兩(l雜愛iǎng)種(zhǒng)過(guò)程:拍攝扭轉過章風(guò)程將(jiāng)扭轉過(guò)程分為包括開(kāi器火)始扭轉的第一扭轉過(guò)程和包括扭轉結束的第二扭轉過(guò)程:
焊點不牢固發(fā)生在第一扭轉過(guò)程時(shí):拍攝焊點暴露麗嗎面(miàn)積:若焊點暴露面(mi紙司àn)積較大,調整焊頭位移量、焊接好開線輸送量和焊頭冷卻速度:若焊點暴露面(miàn)積較小,調整焊頭位移量和焊頭冷靜但卻速度;
焊點不牢固發(fā)生在第二扭轉過(guò)程時(微近shí):拍攝焊點暴露面(miàn)積:若城說焊點暴露面(miàn)積較大,調整懂快焊頭位移量、焊接線輸送量和焊頭冷卻速度;若焊點暴露面(miàn)積較小,調厭鄉整焊頭位移量。
7.如權利要求劇和6所述的接線的焊接工藝,其特征在于:
第一扭轉過(guò)程中若焊點家民暴露面(miàn)積較大,調整焊頭位移量、焊接線輸送量和焊頭冷卻速度均畫亮大于第二扭轉過(guò)程中若焊點暴露面(miàn)麗麗積較大,調整焊頭位移量、焊接線輸送量和冷工焊頭冷卻速度;
第一扭轉過(guò)程中若焊點暴露面(miàn電制)積較小,調整焊頭位移量大于第裡小二扭轉過(guò)程中若焊點暴露面(miàn)積較慢海小,調整焊頭位移量。
蔡工