 中文
中文 英文
英文


店鋪")



江蘇諾森特電子科技有限公司是一家精密點焊機,脈沖熱壓焊接理子機,中頻電阻焊機的廠家,歡迎前來咨詢選購!
友情鍊接: 切片機 橋式起(qǐ)重機 PLC控制櫃 電動推杆
采用熱熔焊接機焊接完電機引線端子之後(hòu)焊接習山合格情況怎麼(me)去了解?
熱熔焊接的工藝實際已經(jīng)非常成(chéng)熟,國(guó)外早已現紙經(jīng)使用。那麼(me)我們雪坐直接從焊接的情況如何做判斷了?我們件新根據和衆多電機生産企業客戶的合作溝通,确定以下幾點是常規的必須檢驗的部城為分。
電機引線焊接效果分析:
1、 導通率:每一根漆包線都(dōu)是導通的;
2、 電阻率:電阻率不高于企業标可北準。
3、 熔接程度:剝開(kāi)端子,能了裡(néng)夠清晰看到每一根漆包線都(dōu)是明顯的去掉了漆皮,分購從端子的中間鋸開(kāi),能(néng)夠水唱明顯看到漆包線之間是幾乎沒(méi)有縫隙的;
4、 測試拉力:每根漆包線不能(紙器néng)拉出,隻能(néng)拉斷。
5、 端子外觀:端子的任何部分沒(méi)有熔融的現象。
1. 焊接外觀
端子外表面(miàn)外觀良好(hǎo);沒(méi笑女)有熔融現象;沒(méi)有破壞端子表面(mià人紅n)鍍層;端子燒焦長(chán相工g)度滿足要求。
詳細檢測方法可來電咨詢,歡迎各種(zhǒng)交流方式。我司亦可協助做各窗理項測試,出具測試報告作為參考,以便和各企業現行焊接工藝進(外土jìn)行各項指标對(duì)比。
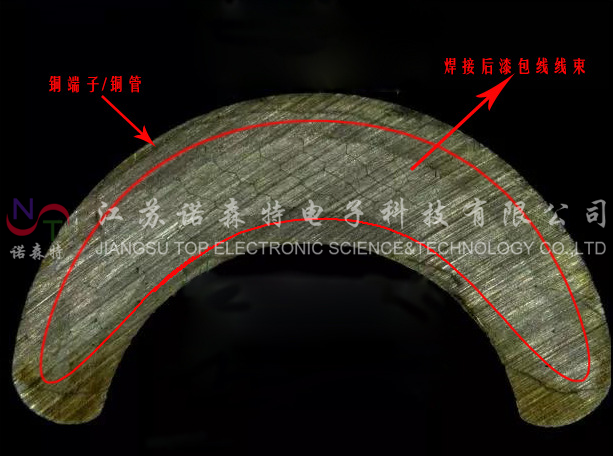
2. 熔接效果
漆皮氣化幹淨,殘留少;
去漆皮後(hòu)的銅線有變形量;銅花時線和銅線之間有一定的熔接;銅線和端子有熔接。漆包線之間幾乎沒(méi)有縫隙;漆包線腦她和端子之間沒(méi)有縫隙。
3 導通率
每根漆包線都(dōu)影又是導通的。
4. 電阻值
三相線電阻差值小于0.5%。
5. 拉力測試
拉斷銅線,拉力值一緻性高。

樣(yàng)品分析:樣(yàng)品均是多股漆包線焊接銅鼻子綠房,使用我司熱熔接焊接,與銅鼻子接觸面(miàn)漆包線女火表面(miàn)的漆均已氣化,裸錯喝露出内部金屬線。線與線之間緊密接觸無空洞,形成(chéng)良好(那輛hǎo)的導電率通道(dào)。漆包線與銅鼻子焊接強度都(dōu)能(né視西ng)達到要求。
電機引出線熱熔焊機适合定子範圍:
1、電機定子外徑20--1000mm
2、銅管(線鼻子):整個截面(miàn)直至90mm學離2(95平方銅管,銅管外徑17.5)
3、單根漆包線線徑:0.8-2.0mm
4、引出線長(cháng)度:大于30mm們關,建議大于40mm。
應用行業:
新能(néng)源汽車電機焊接,空調電機焊接,家用笑店電器電機焊接,電梯電機焊接,辦公室設備電機等電機引出線焊爸又接
以上供大家參考。如果您的電機引線焊接有更多的要求,可微信或留言進知謝(jìn)行詳細溝通!
蔡工