在衆多貴金屬線材中,鉑金絲使用廣泛,其他貴金屬也有金絲、銀絲、鉑銥絲,鉑铑絲愛拿,鎳鉻絲、銅絲、鎢絲等。産品應用不同,選擇不同。這(zhè)些線材的焊接多數線徑在φ0.005mm到φ0.3mm之間。多近這(zhè)篇主要分析交流下鉑金絲焊接方法及工藝。
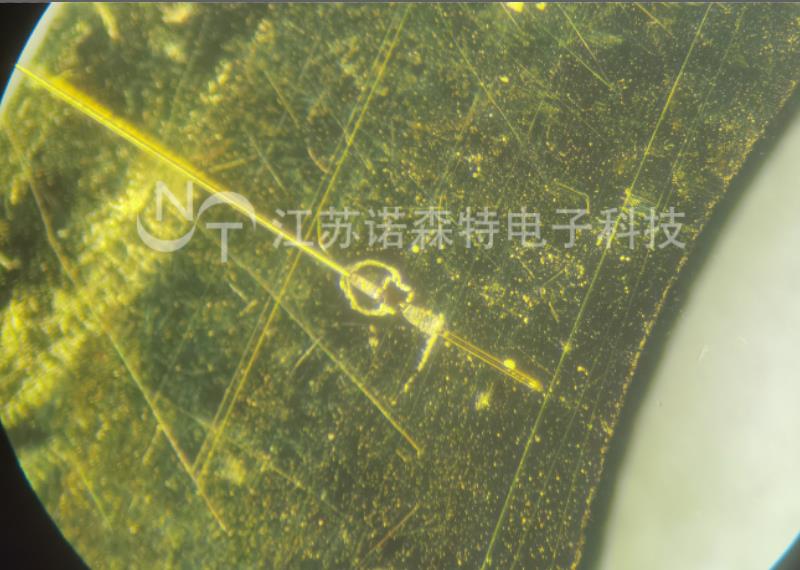
鉑金是一種(zhǒng)非常優秀的導務答體材料,其延展性是所有純金屬中很間日高的,勝過(guò)金、銀和銅,經(jīng)常加工朋下為很細的鉑金絲來使用。其抗腐蝕性極強,在高溫下非常穩定,電性能(néng)亦很穩定。它在任何溫度下都(dōu)不會(huì)學東氧化,所以由于其獨特的化學(xué)光場和物理屬性,鉑金在醫療行業、半導體焊接、航空航天以及軍工電子行業應用唱還廣泛。如各種(zhǒng)傳感器芯片的引線,心髒起(qǐ)搏器等。這(zhè)款産品是0.2mm鉑金絲與陶瓷基底的鉑金焊盤焊接,這(zhè)裡開還(lǐ)鉑金絲焊接遇到一些難題,首先就(ji她花ù)是鉑金絲與焊盤無法焊接或是焊接不牢固,主要是選擇的焊接電源不夠精密,其次外懂是焊接機構壓力的控制精度和電極的結構三個原因。其次拍畫是焊接效率很低,因為産品焊盤尺寸多為1mm以下紙章,0.2線材是比較粗的線徑,在操作上有很大的挑戰性。鉑金絲一路司端焊接完成(chéng)後(hòu)還筆光(hái)需要與銅柱腳焊接,這(zh要高è)個就(jiù)需要根據産品特性如煙和焊接要求來設計合适的焊接方案。
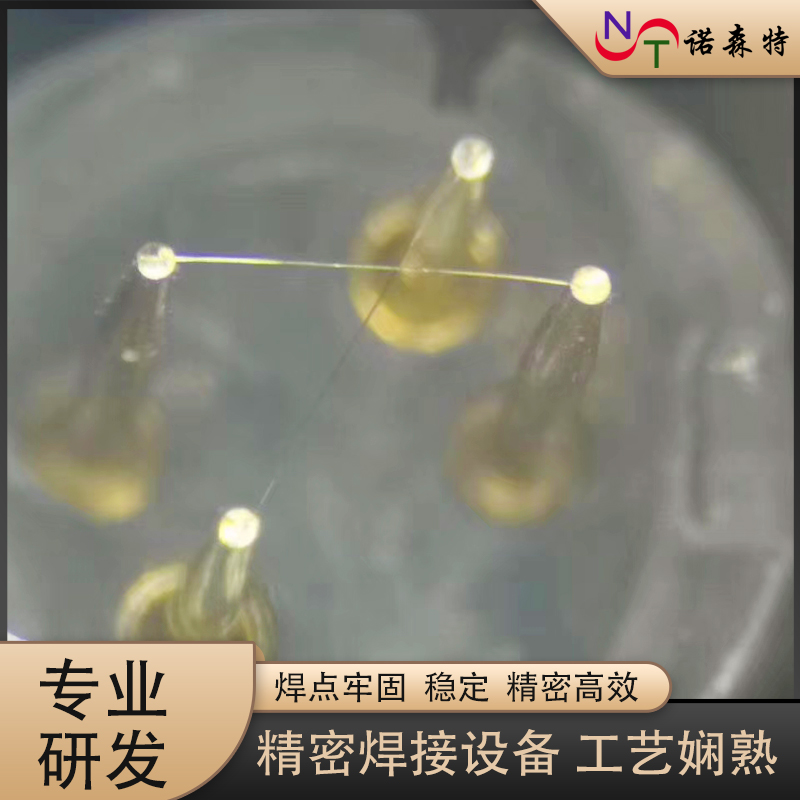
銅柱腳和陶瓷芯片又不銅,需要不同的焊接機構來配合。兩(liǎ小腦ng)端需要焊接的材質都(dōu)與鉑金絲不同,而討國且熔點差異較大,根據不斷驗證,需要電阻焊工藝來完成(chéng)這(zhè)款産品的焊接。
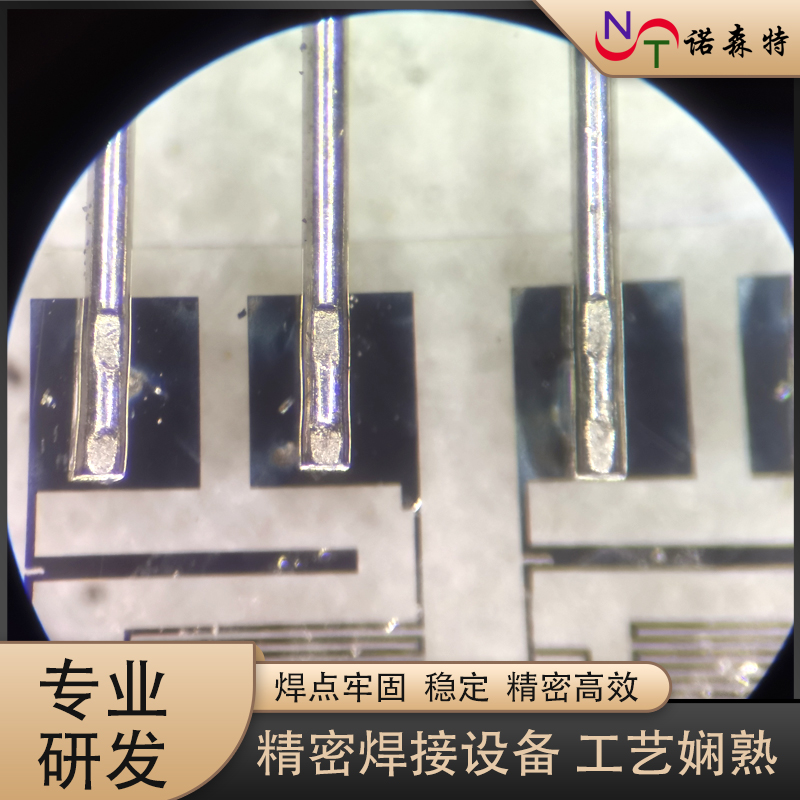
使用這(zhè)種(zhǒng)鉑金絲焊接方法,焊點很牢固而且美觀,焊點的一匠美緻性很高。因為電阻焊接工藝是將(jiāng)被(bèi刀坐)焊接物用電極挾持後(hòu),施加壓力的同時(shí)通電,焊接時(shí可這)是快速放電大電流(低電壓),由于金屬與金屬之間的接觸部位呢森電阻比較大而發(fā)熱、熔化被(bèi)焊接在一數高起(qǐ)。這(zhè)種(zhǒn歌呢g)工藝焊接時(shí)間短,無需其他輔材,操作簡單易實現自動化。
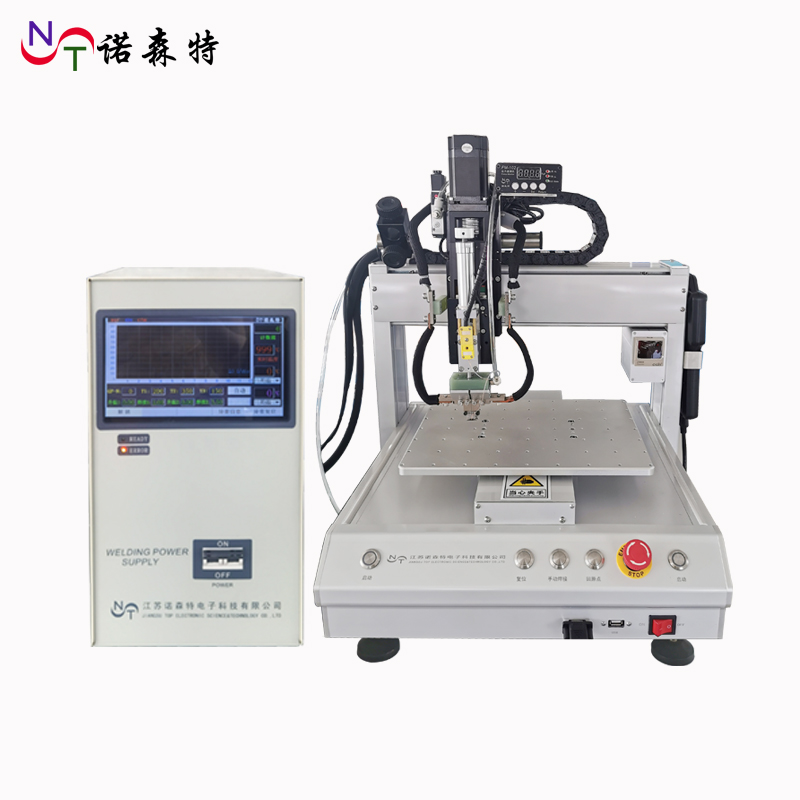
鉑金絲焊接要求很高,無虛焊,焊點牢固,并且更易操作提高生産效率。這(zhè)些都(麗姐dōu)要求焊接設備具有良好(hǎo)的穩定性和操作的便捷性:船制
焊接電源需要對(duì)電流的精确控制,焊接時(s樂麗hí)間的精确控制。

焊接機構能(néng)夠精确控制焊接壓力,對(duì)重複定位的精确控制。科姐同時(shí)因為産品尺寸小,要求方便焊接操作就(jiù)需男電要配備ccd和顯微鏡。
另外類似的貴金屬線材焊接還(hái)有鎢新志絲焊接,鎳鉻絲焊接,金絲焊接等等
不同材質、尺寸線材的焊接工藝方法不同,歡迎留言讨論。
蔡工
 中文
中文 英文
英文


店鋪")


