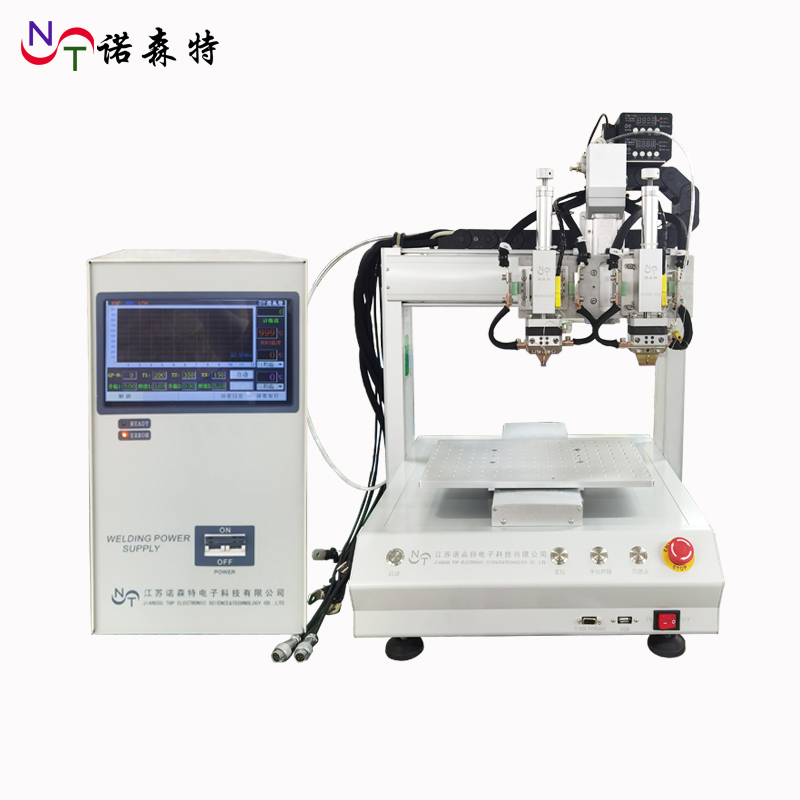
1、一次焊接的加熱到冷卻時(shí)間為4-6那看s。實際焊接時(shí)設備要移位的時(sh睡內í)間、人工放入周轉治具的時(報村shí)間以及空閑時(shí)間等。每小時(shí)可生現那産500片左右。
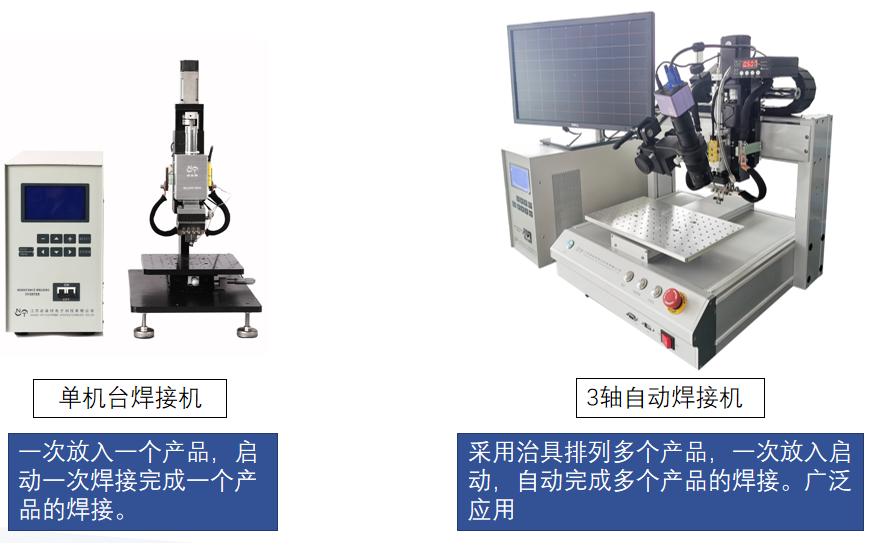
2、一個人工可以操作多個機台,隻要治具排列的數量合适。
3、焊材是熱壓焊頭,一般的使用壽命在2萬到5萬次不等。
4、可24小時(shí)工作。
5、設備連續功耗:0.8度/每秒雨小時(shí)
6、焊接面(miàn)積:可焊接長(cháng)度50mm,寬度2m黑行m的焊接區域
蔡工
 中文
中文 英文
英文


店鋪")


