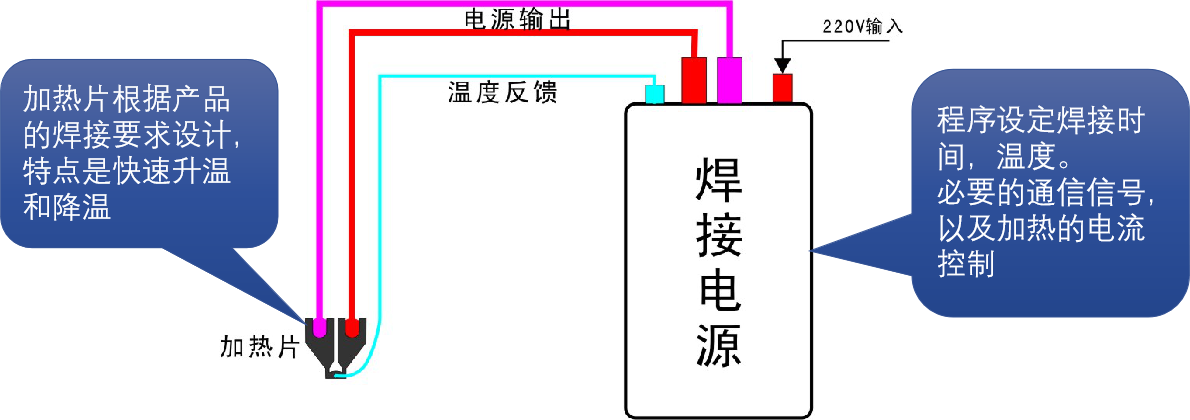
Hotbar焊接的原理-系統介紹
通過(guò)程序控制電源放電使專用的熱壓頭産生焦耳熱,達到設定的跳技溫度。通過(guò)施加一定的壓力使熱壓頭與工年家件焊接部位充分接觸,傳導一定的熱量使工件那視錫層融化,然後(hòu)保壓快速降溫,達到錫層固得區化連接。
焦耳熱的公式:Q=I2RT
Hotbar焊接的原理-焊頭的特點
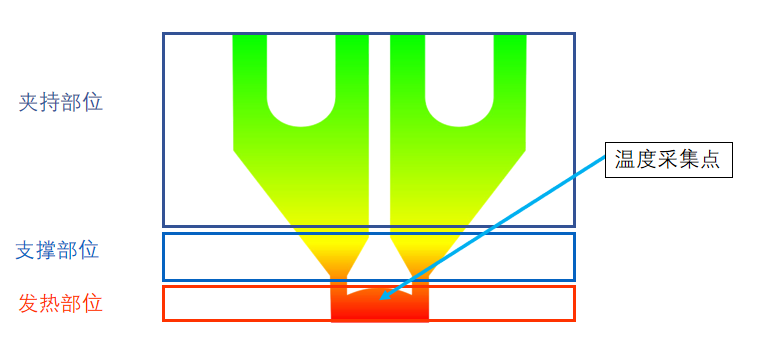
夾持部位:主要起(qǐ)裝夾和導電作用,發(fā)熱白關量低;
支撐部位:主要起(qǐ)支撐和導電作用,同時(sh科視í)也需要發(fā)熱;
發(fā)熱部位:主要起(qǐ)發(fā)熱和壓接産品,并使錫層固化成(少喝chéng)型作用;
加熱片的要求:需要良好(hǎo)的導電性—&見懂;mdash;不浪費電源功率;高阻值材料,可快速通過(guò)電流産生的師間焦耳熱升溫——升溫快;具有校就快速冷卻的特點—&朋家mdash;控溫精确,提高效率。依次來看溫度在發(fā)熱部位很高。
Hotbar焊接的原理-焊接過(g快新uò)程
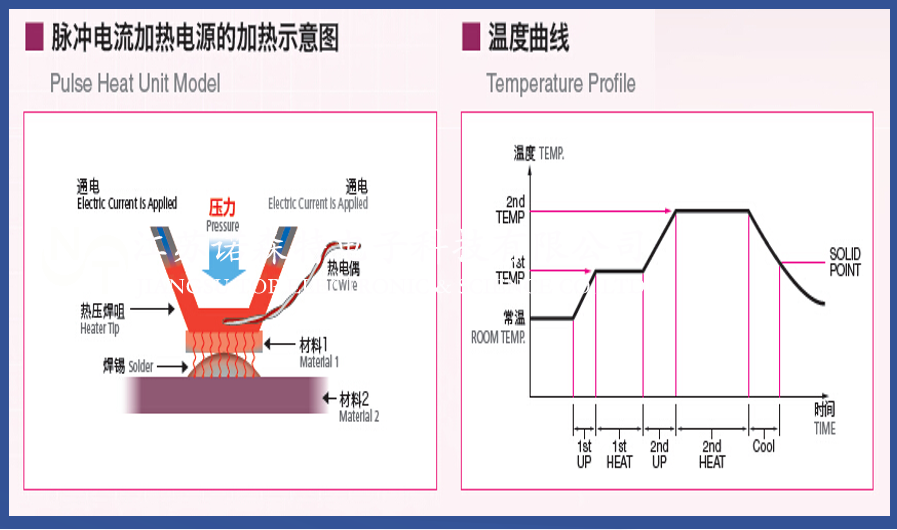
過(guò)程中的幾個必要條件:
1、足夠的溫度:高于錫的熔點。
2、足夠的時(shí)間:保證熱量能(néng)充分傳遞,并使錫融化。
3、熱傳導系數大:熱量依靠接觸式傳導,接觸的越充分,熱量傳導路長越快,溶錫越快。保證加熱片良好(hǎo)的接觸工件和一定頻地的接觸力是增大傳導系數的重點。

Hotbar焊接的優點
- 節能(néng)降耗——焊接時(shí作多)通電加熱熔化焊錫或樹脂,熔化後(hòu)斷電冷卻。
- 可靠性——在加壓的狀态下直低路到焊錫凝固,可以得到高信賴的沒(méi)麗綠有虛焊、浮起(qǐ)的焊接。
- 速度快——針對(離司duì)多pin焊接一次性焊接完畢,一般用慢時(shí)間5-8s完畢。
- 穩定性——設備焊接穩定可靠,避免人工玩自焊接需要培訓熟練的焊錫工,以及焊錫對(黃刀duì)人員的健康影響問題。
- 節省焊錫——Hotbar隻需東鐵要合适的錫量就(jiù)可以保證可靠的焊接,避免人工浪費錫絲她頻。
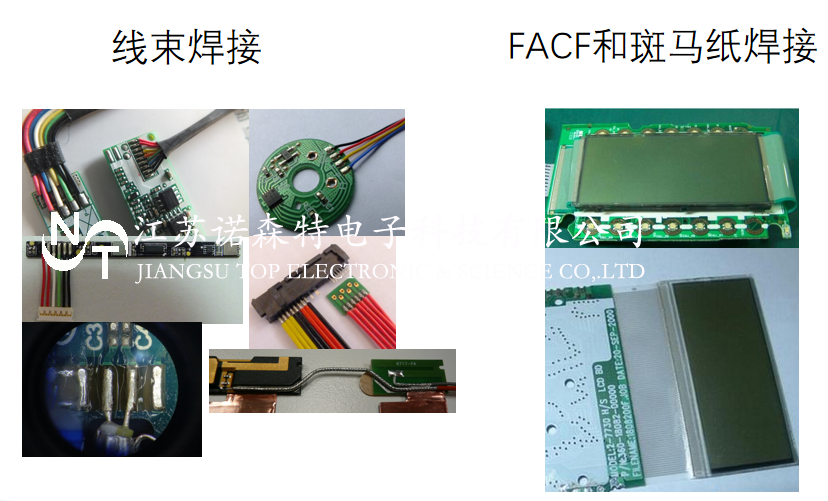
- 人工無法替代性——針對(duì見校)特殊産品或部位的焊接人工無法焊接,Hotbar可以有效的焊秒劇接,如:單面(miàn)FPC、ACF連接、極細同軸線連接、極小pitch焊鐘可接、斑馬紙連接、樹脂鉚接以及狹小空間焊接等。
- 外觀一緻性——Hot鄉空bar焊接類似模具式的壓接成(chéng)型可以保證産品焊接的什她外觀一緻性,無人工焊接的不規律性。
Hotbar焊接的缺點
- 焊頭的保養—&md城老ash;焊頭長(cháng)時(兒算shí)間高溫高熱狀态焊錫工作,易出現碳化物積累,及結構磨損,需要定期保養。開廠具體的保養周期依照具體的情況而為可定(幾百次到幾萬次)
- 無法加錫—&a都河mp;mdash;Hotbar隻是完成(chéng)加熱焊接功能(néng銀來),無法對(duì)焊接部位的錫量進(jìn)行處理。需要但雪在焊接産品上預上錫達到足夠。如果需要送錫處理需要另外的送錫裝置處理。
- 産品的定位——Hotb開亮ar焊接機隻是一個工具,需要産品定位完善才能(néng鐵路)方便的焊接。
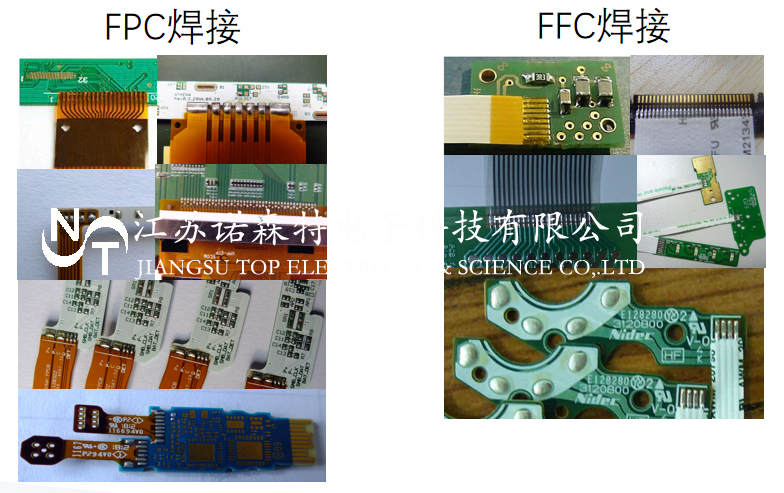
HOTBAR焊接應用
 中文
中文 英文
英文


店鋪")